
- Show results for
- Share
How Does 3D Printer Work?
Resource Description

3D printers apply CAD (computer-aided design) to create 3D models from different materials such as soft plastic or powders. 3D printers may be in various shapes and sizes that may range from the device that may be attached to the table or desk to structure models applied in creating 3D printed houses. There are three major types of 3D printers and each works by different principles.
- SLA or Stereolithographic printers include a laser that makes liquid polymer into plastic.
- SLS printers (Selective Laser Sintering) include a laser that sinters particles of polymer powder into an already solid structure.
- FDM printers (Fused Deposition Modeling) are the most common printers in use. This type of printer releases thermoplastic filaments melted through the hot nozzle to create the object layer by layer.
Popular Products
Examples Of 3D Printing
3D printing includes various options of technologies and materials, as 3D printing is applied in different applications. It is significant to relate 3D printing as a cluster of vast applications for different applications. For example:
- consumer goods (footwear, furniture, design, eyewear);
- industrial goods (various tools, prototypes);
- dental products;
- implants;
- architectural scale models or maquettes;
- reconstructing fossils;
- duplicating ancient artifacts;
- movie props.
How Does 3D Printer Work?
Step 1: 3D Modeling Software
3D modeling is the first step of the 3D printing process. To provide maximum accuracy, all items should be designed in 3D modeling software. Several designs may be too hard to design and detailed for standard manufacturing methods.
3D modeling allows creating the item down to the tiniest detail, that is why 3D printing is a true game changer in various applications. Modeling software is also important in dentistry, where laboratories apply 3D software to design teeth implants that should with maximum accuracy fit the individual. It is also crucial to apply 3D printing in space applications to design some of the tiniest particles of a rocket ship.

Step 2: Slicing the Model
When the model of the object is created, it’s high time to “slice” it. Workers should slice the model of the item into layers, thus allowing the printer to create the final object.
While slicing, the software takes scans of each layer of the object and will point to the printer's proper movements to create the layer. Slicing also helps 3D printers fill the model. This fill helps to shape and strengthen the object by printing internal lattices and columns.
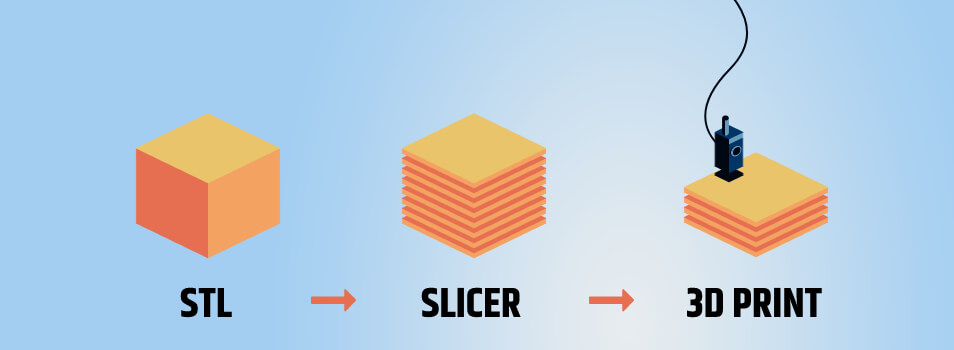
Step 3: The 3D Printing Process
When the model is sliced, the 3D printer starts the printing process. The 3D printer operates by the same principle as the traditional inkjet printer when the nozzle moves and dispenses a wax or plastic-like polymer layer by layer, waiting for the layer to dry, and laying the next layer. The 3D printer adds thousands of prints to create the completed object.
.gif)
What Materials Are Used For 3D Printing?
There are various materials for 3D printing to create accurate objects. There are some examples:
ABS (Acrylonitrile Butadiene Styrene) is a plastic material that is simple to shape and hard to break. ABS is used in a very large variety of applications nowadays. Examples include, among many others, the manufacturing of pipes (like drain, waste, or vent pipes), automotive components, electronic assemblies, protective headgear (ABS has good shock-absorbing properties), kitchen appliances, musical instruments, protective carrying cases, and toys (among which the most notable are the famous Lego bricks). ABS is generally very durable and strong, slightly flexible, and quite resistant to heat. Printers able to process ABS plastics normally operate with a hot end at a temperature around 210-250°C. Therefore, a 3D printer able to process ABS is necessarily equipped with a heated print plate (the surface that the 3D prints are built on) to prevent warping or cracking of the printed materials.
Popular Products














PLA (Polylactic Acid) is a biodegradable thermoplastic, which is derived from renewable resources, such as cornstarch, sugar cane, tapioca roots, or even potato starch. This makes PLA the most environmentally friendly solution in the domain of 3D printing. PLA may be applied in medical suturing as well as surgical implants, as it possesses the ability to degrade into inoffensive lactic acid in the body. But PLA is also used in food packaging, bags, disposable tableware, upholstery, disposable garments, hygiene products, and even diapers. PLA is therefore considered pretty safe. For those wanting to print PLA drinking cups or other recipients destined for food or drink, a word of caution though: do not forget that the coloring pigments in the filament may not be as harmless as the PLA itself.
Popular Products






The 3D printing process takes from a few hours for simple printed objects and several days for larger detailed objects, such as a full-sized home.